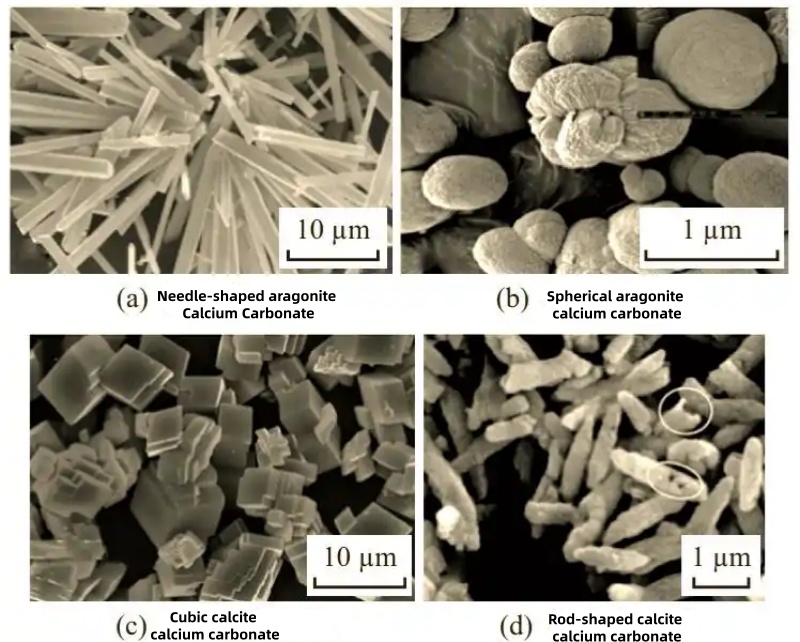
Kalsiyum karbonat (CaCO3) Kalsiyum karbonat (GCC), küresel endüstride en yaygın kullanılan inorganik dolgu maddelerinden biridir. Ticari olarak üretilen ağır kalsiyum karbonatın (GCC) çoğu kalsit veya kireçtaşından elde edilir. Bu mineraller izometrik, rombohedral kristal yapılarına sahiptir. Bununla birlikte, aragonit adı verilen yüksek değerli bir varyant için pazar talebi artmaktadır. Aragonit, kalsiyum karbonatın polimorfik bir formudur.
Aragonit, kabuklar ve mercanlar gibi belirli jeolojik tortularda ve deniz kaynaklarında doğal olarak bulunur. Ayrıca karbonizasyon yoluyla yapay olarak da sentezlenebilir. En belirgin özelliği, benzersiz iğne benzeri (sütunlu) morfolojisidir. Plastiklerde, kauçukta, kağıtta ve biyomalzemelerde iki amaca hizmet eder: Standart bir ara parça görevi görür ve mikrofiber takviye edici madde olarak işlev görür. Faydalarından yararlanmak için, kırılgan iğne benzeri yapısını korumamız gerekir. Korunduğunda, aragonit matris malzemesini önemli ölçüde iyileştirir. Çekme mukavemetini, darbe dayanıklılığını, eğilme modülünü ve termal kararlılığı artırır.
Ancak, aragonitin işlenmesi büyük bir mühendislik paradoksu sunmaktadır. Buradaki zorluk, minerali mikron veya mikron altı inceliğe kadar öğütmektir. Aynı zamanda, ona temel değerini veren iğne benzeri yapısını tahrip etmekten de kaçınmalıyız.
Yanlış taşlama ekipmanı seçimi, bu iğne şeklindeki aragonitleri acımasızca ezecektir. Bunlar sıradan, düzensiz kürelere veya topaklar haline dönüşecektir. Sonuç olarak, yüksek kaliteli aragonit, düşük değerli, standart kalsit tozuna dönüşür. Bu kılavuz, aragonitin işleme sırasında iğne benzeri morfolojisini korumak için gereken mekanik, termodinamik ve kinematik faktörleri kapsamlı bir şekilde analiz eder. Bu, size hassas ekipman seçimi konusunda rehberlik sağlar.
Aragonit Kalsiyum Karbonat İşlemesinin Temel Zorlukları
Ekipmanları değerlendirmeden önce, aragonitin mekanik işleme sırasında fiziksel ve termodinamik kırılganlıklarını anlamamız gerekir.
A Zorluğu: Yüksek En Boy Oranının Korunması (Morfolojinin Korunması)
Aragonitin ticari değeri büyük ölçüde en boy oranına (uzunluk-çap oranı, tipik olarak L/D ≥5:1 ila 10:1) bağlıdır. Geleneksel öğütme, ağır darbe, yüksek basınçlı sıkıştırma veya yoğun aşınmaya dayanır. Bu kuvvetler malzemeye ayrım gözetmeksizin etki eder. İğne benzeri kristallerin küçük eksenleri boyunca düşük eğilme dayanımına sahip olmaları nedeniyle, yüksek darbe kuvvetleri onları kolayca kısa parçalara ayırarak en boy oranını 1:1'e doğru düşürür. Aragonit öğütmenin amacı, yıkıcı kırma yerine seçici topaklanmayı giderme ve tabakalara ayırma işlemidir.
B Zorluğu: Termodinamik Kararsızlık (Kalsit Faz Geçişi)
Aragonit, ortam koşullarında kalsiyum karbonatın metastabil bir polimorfudur. Mekanik strese, yerel yüksek sıcaklıklara veya öğütme odası içinde uzun süreli sürtünmeye maruz kaldığında, kristal kafesi dengesizleşebilir.
400°C'nin üzerindeki sıcaklıklarda (ve bazen yoğun mekanik kesme altında 300°C kadar düşük sıcaklıklarda bile), aragonit geri dönüşümsüz bir faz geçişiyle kalsite dönüşür. Bu gerçekleştiğinde, iğne benzeri yapı tamamen rombohedral bir forma çöker ve takviye edici özelliklerini kaybeder. Bu nedenle, değirmenin olağanüstü sıcaklık kontrolüne sahip olması gerekir.
C Zorluğu: Artan Sertlik
Mohs sertlik ölçeğinde kalsit 3,0'da yer alırken, aragonit 3,5 ile 4,0 arasında değişmektedir. Kuvarsa kıyasla nispeten yumuşak bir mineral olmasına rağmen, aragonitin daha yüksek sertliği, öğütülmesi için daha fazla özgül enerji girdisi gerektirdiği anlamına gelir; bu da doğal olarak ısı oluşumu ve alet aşınması riskini artırır.
Aragonit Kalsiyum Karbonat Ekipman Seçimi İçin Temel Prensipler
Aragonit öğütme için doğru ekipmanı seçmek esasen enerji giriş yöntemini ve gerilim modunu kontrol etmeyi içerir. Temel prensipler şunlardır:
Öncelikle, öğütme mekanizması, şiddetli çarpışmaya dayalı kırma yerine öncelikle "derecelendirme veya kontrollü darbe" yöntemini kullanmalıdır. Yüksek hızlı çekiçleme veya rastgele bilyalı öğütme kullanan ekipmanlar genellikle morfolojinin korunmasına zarar verir. Bunun nedeni, ortaya çıkan yerel gerilimin aşırı yüksek olması ve kristal yapısını kolayca bozmasıdır.
İkinci olarak, sistem gerçek zamanlı sınıflandırma veya ayırma yeteneklerine sahip olmalıdır. Parçacıklar hedef parçacık boyutuna ulaştığında, morfolojik hasarın önemli bir nedeni olan aşırı öğütmeyi önlemek için öğütme bölgesinden derhal uzaklaştırılmalıdır.
Üçüncüsü, mükemmel sıcaklık kontrolü şarttır. Hava akımıyla soğutma, kısaltılmış bekleme süresi veya harici ısı dağıtım tasarımı yoluyla olsun, düşük sıcaklık ortamı kristal stabilitesini ve yapısal bütünlüğünü korumak için çok önemlidir.
Son olarak, ekipmanın iyi bir parametre ayarlanabilirliğine sahip olması gerekir. Bu, rotor hızı, hava akış hızı ve besleme hızını içerir, çünkü farklı kaynaklardan elde edilen aragonit, kristal dayanımı ve en boy oranında farklılık gösterebilir.
Ana Akımın Değerlendirilmesi Öğütme Değirmeni Türler
Endüstriyel üretimde, aragonit işleme için genellikle çeşitli öğütme ekipmanları dikkate alınır ve bunların her birinin kendine özgü avantajları ve sınırlamaları vardır.
Jet Değirmeni: Morfolojinin Korunması İçin Tercih Edilen Seçenek

Jet değirmenleri, aragonitin iğne benzeri yapısını korumak için en uygun seçeneklerden biri olarak yaygın olarak kabul görmektedir. Çalışma prensipleri, parçacıkları hızlandırmak için yüksek hızlı gaz akışına dayanır; bu parçacıklar daha sonra akışkanlaştırılmış bir halde birbirleriyle çarpışırlar. Öğütme ortamı kullanılmadığı için, mekanik gerilim esas olarak sert darbeden ziyade parçacıklar arası çarpışmadan kaynaklanır.
Bu “yumuşak çarpışma” mekanizması, uzun kristallerde yapısal hasarı önemli ölçüde azaltır. Dahası, sıkıştırılmış havanın adyabatik genleşmesi soğutma etkisi sağlayarak düşük işlem sıcaklığının korunmasına yardımcı olur. Kısa bekleme süresi, aşırı öğütme riskini daha da azaltır. Bununla birlikte, jet değirmenleri genellikle daha fazla enerji gerektirir ve besleme parçacık boyutunun hassas kontrolünü gerektirir, bu da ön kırma aşamalarını gerekli kılar.
Hava Sınıflandırmalı Değirmen: Dengeli Verimlilik ve Kontrol

Hava sınıflandırıcılı değirmen, öğütme ve sınıflandırma işlevlerini tek bir sistemde birleştirerek sürekli üretim için son derece verimli hale gelir. Rotor orta düzeyde darbe kuvvetleri oluştururken, iç sınıflandırıcı tekerlek yalnızca hedef boyuta ulaşan parçacıkların boşaltılmasını sağlar.
Aragonit için bu sistem, çalışma parametreleri dikkatlice optimize edildiği takdirde verimlilik ve morfoloji koruması arasında iyi bir denge sunar. Mekanik stresi azaltmak için genellikle daha düşük rotor hızları ve daha yüksek hava hacmi tercih edilir. Bununla birlikte, jet frezelemeye kıyasla darbe mekanizması hala daha agresiftir, bu da bir miktar en boy oranı azalmasının kaçınılmaz olduğu anlamına gelir.
Bilyalı Değirmen Sistemleri: Morfolojik Hasar Riski Yüksek
Geleneksel bilyalı değirmenler, iğne benzeri aragonit morfolojisinin korunması için genellikle önerilmez. Öğütme mekanizması, öğütme ortamı tarafından oluşturulan rastgele darbe ve kaymaya büyük ölçüde bağlıdır; bu da uzun kristallerin ciddi şekilde parçalanmasına yol açar. Ayrıca, uzun bekleme süresi ve sürtünme ısınması, yapısal bozulma ve kısmi faz dönüşümü riskini daha da artırır.
Bilyalı değirmenler maliyet avantajı sunar ve daha ince parçacık boyutları elde etmeyi mümkün kılarken, morfoloji gereksinimlerinin katı olmadığı ağır kalsiyum karbonat tozu ürünlerinin üretimi için daha uygundur. Eğer bilyalı değirmen sistemi kullanılacaksa, verimli bir sistemle birlikte kullanılmalıdır. sınıflandırma ekipmanı ve sıkı bir şekilde kontrol edilen işlem parametreleri. Buna rağmen, morfolojinin korunması sınırlı kalmaktadır.

Stirred Media Mills: Yüksek Enerjili Ama Agresif
Karıştırıcılı öğütme değirmenleri yüksek enerji yoğunluğu sağlar ve ultra ince öğütme için etkilidir. Bununla birlikte, dönen karıştırıcı ve öğütme ortamı çarpışmaları tarafından üretilen yoğun kesme kuvvetleri, kırılgan kristal yapıları için oldukça yıkıcıdır. Aragonit için bu durum, genellikle iğne şeklindeki yapının hızla kaybolmasına ve eş eksenli parçacıklara dönüşmesine neden olur.
Bu öğütücüler, katı morfoloji gereksinimleri olmaksızın çok ince parçacık boyutları gerektiren uygulamalar için değerli olsa da, en boy oranının korunmasının temel performans göstergesi olduğu durumlarda genellikle uygun değildir.
Pratik Seçim Stratejisi
Gerçek endüstriyel karar alma süreçlerinde, ekipman seçimi incelik gereksinimi gibi tek bir parametreye dayanmamalıdır. Bunun yerine, ürün fonksiyonu, morfoloji koruma gereksinimi ve üretim ölçeğinin kapsamlı bir şekilde değerlendirilmesi gerekir.
Plastikler, kaplamalar veya özel kompozitler gibi yüksek en-boy oranına sahip takviye dolgu maddeleri gerektiren uygulamalarda, hassas sınıflandırma ile birleştirilmiş jet öğütme genellikle en güvenilir çözümdür. Üretim verimliliği ve maliyet dengesi daha önemliyse, parametre optimizasyonu dikkatlice uygulandığı takdirde, hava sınıflandırıcılı değirmenler tercih edilebilir. Morfolojinin kritik olmadığı uygulamalarda, geleneksel bilyalı öğütme sistemleri yine de kabul edilebilir olabilir.
Aşamalı bir işlem tasarımı genellikle en etkili yaklaşımdır; bu yaklaşımda ön kırma işleminden sonra düşük gerilimli ince öğütme ve son sınıflandırma yapılır. Bu, enerji dağılımı üzerinde daha iyi kontrol sağlar ve kristal yapısına geri dönüşü olmayan hasarı en aza indirir.
Çözüm
Öğütme sırasında aragonit kalsiyum karbonatın iğne benzeri morfolojisinin korunması karmaşık bir mühendislik problemidir. Ekipman seçimi, proses tasarımı ve operasyonel kontrolden koordineli çabalar gerektirir. Çok sayıda öğütme teknolojisi arasında, hava jetli değirmenler ve optimize edilmiş hava sınıflandırıcılı değirmenler, parçacık boyutu kontrolü ve yapısal koruma arasında en iyi dengeyi sunar. Bilyalı değirmenler ve karıştırıcılı değirmenler gibi yüksek darbe dayanımlı ekipmanlar genellikle morfolojiye duyarlı uygulamalar için uygun değildir.
Sonuç olarak, asıl mesele öğütme yoğunluğunu en üst düzeye çıkarmak değil, aragonitin doğal kristal yapısına saygı duyacak şekilde enerjiyi kontrol etmek ve dağıtmaktır. Ancak bu şekilde malzemenin eşsiz takviye edici ve işlevsel özellikleri tamamen korunabilir ve üst düzey endüstriyel uygulamalarda kullanılabilir.

"Okuduğunuz için teşekkürler. Umarım makalem yardımcı olur. Lütfen aşağıya yorum bırakın. Daha fazla bilgi için Zelda online müşteri temsilcisiyle de iletişime geçebilirsiniz."
— Gönderen Emily Chen